

NEWS CENTER
不锈钢钣金加工工艺介绍
发布时间:
2025-04-21
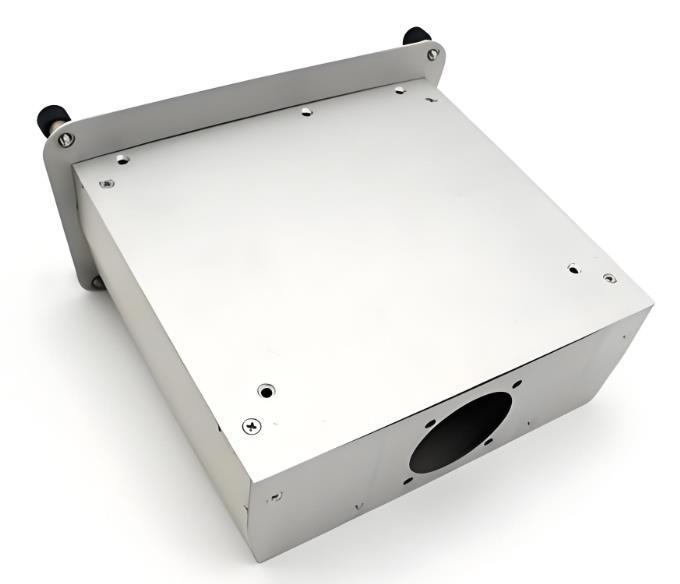
【概要描述】不锈钢钣金加工工艺是将不锈钢板材通过一系列加工工序,制成符合设计要求的零部件或产品的过程。其工艺流程涵盖材料准备、下料、成型、连接、表面处理等环节,以下为具体介绍:一、材料准备根据产品使用环境、力学性能和外观要求,选择合适的不锈钢材质(如304、316L等)和厚度。材料需符合相关标准,表面应无划痕、锈蚀等缺陷。
不锈钢钣金加工工艺是将不锈钢板材通过一系列加工工序,制成符合设计要求的零部件或产品的过程。其工艺流程涵盖材料准备、下料、成型、连接、表面处理等环节,以下为具体介绍:
一、材料准备
根据产品使用环境、力学性能和外观要求,选择合适的不锈钢材质(如304、316L等)和厚度。材料需符合相关标准,表面应无划痕、锈蚀等缺陷。
二、下料
根据设计图纸,将不锈钢板材切割成所需形状和尺寸。常用方法包括:
- 剪切:使用剪板机将板材剪成直线形状,适用于厚度较小、形状简单的零件。
- 激光切割:利用高能量激光束熔化、汽化板材,适用于复杂形状和高精度零件的切割,切口质量好,热影响区小。
- 等离子切割:通过高温等离子弧将板材熔化,适用于中厚板的切割,速度较快,但切口质量相对激光切割稍差。
三、成型
将下料后的板材加工成所需的三维形状,常见方法有:
- 折弯:使用折弯机对板材进行弯曲,形成特定角度和形状。折弯时需根据板材厚度、材质和折弯角度选择合适的模具和工艺参数。
- 冲压:利用冲床和模具对板材进行冲裁、拉伸、弯曲等加工,可实现复杂形状零件的批量生产。
- 卷圆:将板材边缘或整体卷曲成圆形或弧形,常用于制作管道、筒体等部件。
四、连接
将成型后的零部件通过一定的方式连接在一起,形成完整的产品。常见连接方法有:
- 焊接:包括氩弧焊、激光焊、电阻焊等。氩弧焊适用于薄板的焊接,焊缝质量好,变形小;激光焊焊接速度快,热影响区小,适用于精密零件的焊接;电阻焊适用于大批量生产的薄板连接。
- 铆接:使用铆钉将两个或多个零件连接在一起,具有连接强度高、密封性好等优点,常用于对焊接有特殊要求或无法进行焊接的部位。
- 螺栓连接:通过螺栓和螺母将零件连接在一起,便于拆卸和维修,适用于需要经常拆卸的部件。
五、表面处理
为提高不锈钢钣金件的耐腐蚀性、耐磨性和美观度,需进行表面处理。常见方法有:
- 抛光:使用砂纸、抛光轮等工具对表面进行打磨,去除毛刺、划痕等缺陷,使表面光滑亮丽。
- 拉丝:通过拉丝机在表面形成均匀的纹理,增强表面的质感和美观度,同时具有一定的防滑作用。
- 喷砂:利用压缩空气将砂粒高速喷射到表面,形成粗糙的砂面,可提高涂层的附着力,并具有一定的装饰效果。
- 电镀:在表面镀上一层金属或合金,如镀铬、镀镍等,提高耐腐蚀性和耐磨性,同时改善外观。
- 钝化:通过化学处理使表面形成一层致密的氧化膜,提高不锈钢的耐腐蚀性。
六、检验与包装
对加工完成的不锈钢钣金件进行检验,检查尺寸精度、外观质量、性能指标等是否符合要求。检验合格后,进行包装,防止在运输和储存过程中受到损坏。
七、工艺要点
- 避免加工硬化:不锈钢在冷加工过程中易产生加工硬化现象,导致材料变硬、变脆,降低后续加工性能。可通过合理选择加工方法、控制加工变形量、进行中间退火等措施来避免或减轻加工硬化。
- 防止变形:不锈钢钣金件在加工过程中容易发生变形,如折弯变形、焊接变形等。可采用合理的加工顺序、使用合适的夹具和模具、控制加工参数等方法来减少变形。
- 表面保护:在加工过程中,要注意保护不锈钢表面,避免划伤、磕碰和污染。可在加工前对表面进行贴膜保护,加工后及时清理表面污渍。
TAG:
上一页
下一页
上一页:
下一页:
相关资讯

2025-05-09

2025-05-08

2025-05-07

2025-05-06
TEL
0317-4220938(座机)
15033362732(手机)
FAX
0317-4315396(传真)
info@china-xp.cn(邮箱)
ADD
中国•河北•青县 青县耿官屯工业开发区

微信小程序